 Barres
Barres
 Perles et sphères
Perles et sphères
 Boulons et écrous
Boulons et écrous
 Creusets
Creusets
 Disques
Disques
 Fibres et tissus
Fibres et tissus
 Films
Films
 Flocon
Flocon
 Mousses
Mousses
 Feuille d'aluminium
Feuille d'aluminium
 Granulés
Granulés
 Nids d'abeilles
Nids d'abeilles
 Encre
Encre
 Stratifié
Stratifié
 Grumeaux
Grumeaux
 Mailles
Mailles
 Film métallisé
Film métallisé
 Assiette
Assiette
 Poudres
Poudres
 Tige
Tige
 Feuilles
Feuilles
 Cristaux simples
Cristaux simples
 Cible de pulvérisation
Cible de pulvérisation
 Tubes
Tubes
 Laveuse
Laveuse
 Fils
Fils
 Convertisseurs et calculatrices
Convertisseurs et calculatrices
 Écrire pour nous
Écrire pour nous
Qu'est-ce que l'impression 3D par jet de liant ?
Qu'est-ce que l'impression 3D ?
L'impression 3D, également connue sous le nom de fabrication additive (MA), est une nouvelle méthode non conventionnelle permettant de produire des composants ou des produits en ajoutant des matériaux couche par couche. L'impression 3D ne nécessite plus de soustractions de matériaux pour créer des moules ou des formes nettes. Elle permet de créer librement des composants complexes, spécifiques et irréalisables, ce qui n'est pas possible avec la fabrication traditionnelle. Bien que l'impression 3D soit une nouvelle technologie très différente de la fabrication traditionnelle, de nombreux travaux de recherche et articles sur le sujet ont été publiés depuis 2014[1]. [Elle fait désormais son entrée dans de nombreux secteurs d'activité et remet en question les technologies traditionnelles.
L'impression 3D peut être divisée en deux groupes : l'un utilise la méthode de fusion telle que la fusion sur lit de poudre (PBF), le dépôt d'énergie dirigée (DED) ; l'autre utilise la méthode de non-fusion telle que le jet de liant (BJ). Cet article se concentre sur la technologie de projection de liant.
Qu'est-ce que la projection de liant ?
La technique de projection de liant (BJ) est l'une des principales technologies d'impression 3D largement utilisées. Elle consiste à étaler la poudre en une couche sur le lit de poudre et à utiliser un liant, généralement un liquide polymère, pour assembler sélectivement la poudre dans la forme de couche souhaitée. La géométrie 3D est construite en liant couche par couche dans la boîte à poudre. Retirez la poudre inutilisée et vous obtiendrez des pièces imprimées "vertes". Ces pièces "vertes" nécessitent des post-traitements tels que le frittage et l'imprégnation pour obtenir les propriétés souhaitées.
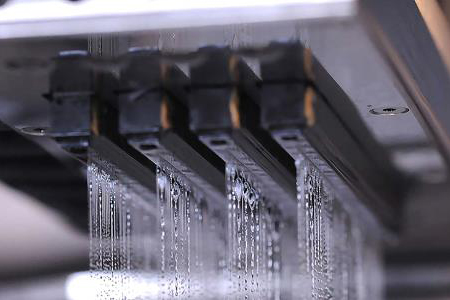
À mesure que la technologie s'améliore pour le frittage des petites caractéristiques et des entretoises, la projection de liant est largement utilisée pour le stockage de l'énergie électrochimique, les appareils électroniques, la technologie alimentaire, les piles à combustible à oxyde solide [66], les moules pour la coulée de sable [67-76], les circuits et antennes à guide d'ondes, la construction en béton, les matériaux renouvelables à base biologique, les échafaudages en céramique, les biopolymères, la production de grès, les applications biomédicales et l'administration de médicaments[2]. [La figure 1[1] montre la tête d'impression d'une imprimante à jet de liant.
Procédure détaillée de la projection de liant
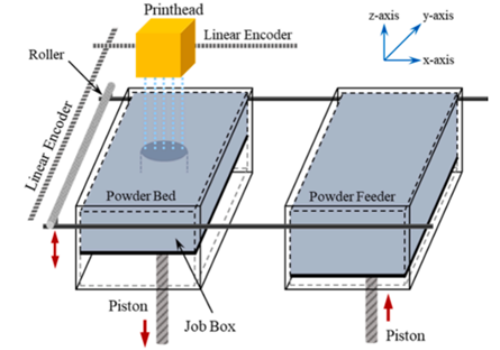
Pour toutes les méthodes de fabrication additive, un modèle CAO conçu/numérisé est l'élément clé pour créer des données de couche mince pour l'impression. La couche mince est ensuite étalée sur le lit de poudre, généralement à l'aide d'un rouleau à contre-rouleau contenant de la poudre. Contrôlée par l'ordinateur, la tête d'impression saupoudre le liant (polymère) sur la couche en fonction du modèle CAO. La saturation du liant doit être calculée en fonction de la densité de la poudre et saisie par l'opérateur. La figure 2 montre la structure d'une machine à jet de liant à titre de référence.
Après la projection, le liant est chauffé par un réchauffeur électrique en vue de l'épandage ultérieur de la couche. Le maintien d'une température constante permet de préserver la qualité de chaque couche. Le durcissement ou le séchage du liant est très important pour éviter la fissuration du lit de poudre ou le collage de la poudre sur le rouleau. Le piston descend ensuite d'une distance d'une couche, généralement de 50 à 200 µm, ce qui donne une nouvelle couche de poudre à étaler sur le dessus par le rouleau. Répétez les étapes ci-dessus jusqu'à ce que vous obteniez la pièce "verte".
Post-traitement du jet de liant
Après l'impression, un post-traitement est parfois nécessaire pour obtenir une résistance suffisante pour la pièce "verte". Mettez toute la boîte de poudre dans un four sous 180 à 200℃ pendant plusieurs heures, en fonction du volume et de la qualité du liant. Retirez ensuite la partie "verte" du lit de poudre, ce qui s'appelle le dépoudrage. Vous pouvez utiliser une brosse ou un système d'aspiration pour dépoudrer le produit. Soyez prudent tout au long de ce processus, car la partie "verte" est encore moins dense et maintenue par le liant. Une autre façon de sécher ou de durcir est d'utiliser la lumière, et la partie "verte" peut être retirée directement de la machine.
Enlever le liant polymère en chauffant à environ 600 ~ 700℃ après le séchage. Le frittage ou l'infiltration est l'étape suivante. Le frittage est souvent utilisé pour la poudre de métal en raison de sa faible température de frittage par rapport à la poudre de céramique. Les paramètres de frittage sont très complexes à prendre en compte. Pour les poudres de différents matériaux et de différentes tailles de particules, la température de frittage, l'atmosphère et le temps de maintien sont tous différents. Le frittage doit être effectué en fonction de la tolérance du matériau et de la dimension du produit final. L'infiltration présente généralement des caractéristiques plus précises que le frittage, qui peut produire des géométries déformées. [4]
La dernière étape consiste à polir la pièce condensée pour réduire la rugosité de la surface.
Avantages et inconvénients de la projection de liant
Avantages :
- La projection de liant ne fusionne pas la poudre et ne la fait pas adhérer. Il n'est pas nécessaire de s'inquiéter de l'oxydation de la poudre. Il n'est pas nécessaire d'utiliser des chambres scellées coûteuses pour obtenir un environnement sous vide ou inerte.
- L'ensemble du processus est réalisé à température ambiante, de sorte que le produit final ne présente aucune contrainte résiduelle.
- Sa vitesse de fonctionnement est plus rapide que celle des autres méthodes de fabrication additionnelles.
- Différents types de poudres peuvent être utilisés dans la projection de liant.
Inconvénients :
- La procédure de post-traitement est relativement compliquée.
- La surface du produit est plus rugueuse que celle obtenue par d'autres méthodes d'AM.
- Des matériaux différents nécessitent des paramètres de post-traitement différents.
Poudre utilisée dans la technique du jet de liant
Le jet de liant utilise des poudres de 0,2 à 200 μm comme matière première. Il est indiqué que 20 μm est un point de partage des eaux, car une poudre supérieure à 20 μm peut être considérée comme une poudre grossière. En théorie, plus la poudre est fine, plus la résolution du produit obtenu par la technique de la projection de liant est élevée. Cependant, la poudre fine est difficile à étaler uniformément couche par couche, c'est-à-dire que sa fluidité est faible. Par conséquent, le choix du meilleur diamètre pour la projection de liant est encore discuté.
Les poudres sphériques telles que le métal, le sable et les céramiques sont largement utilisées dans la projection de liant. La poudre sphérique peut créer une microstructure homogène parmi la poudre, évitant ainsi les macro-vides par lesquels les liants ne peuvent pas pénétrer. En d'autres termes, l'utilisation de poudre sphérique permet de produire des composants "verts" plus denses que la poudre irrégulière. La densité est positivement liée à la résistance du composant.
Pour en savoir plus : Poudre d'impression 3D : qu'est-ce que c'est et comment l'utilise-t-on ?
Applications de la projection de liant
La projection de liant a de nombreuses applications dans les secteurs industriel, dentaire, médical, aérospatial, du moulage de pièces, du luxe et autres. Le Binder Jetting est principalement utilisé dans les céramiques structurelles et les céramiques fonctionnelles, mais il a récemment montré de bonnes performances dans l'ingénierie biomédicale, représentée par la poudre d'hydroxyapatite ou la poudre de phosphate tricalcique. La poudre sphérique d'Al2O3, la poudre sphérique de SiO2 et la poudre de Si3N4 représentent les poudres structurelles et fonctionnelles utilisées dans la projection de liant.
Pour plus d'informations, veuillez consulter la page d'accueil de Stanford Advanced Materials.
Référence :
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & ; Chmielus, M. (2021). Binder jet 3D printing-process parameters, materials, properties, modeling, and challenges (pp.2). Progress in Materials Science, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & ; Chmielus, M. (2021). Binder jet 3D printing-process parameters, materials, properties, modeling, and challenges (pp.6). Progress in Materials Science, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & ; Chmielus, M. (2021). Binder jet 3D printing-process parameters, materials, properties, modeling, and challenges (pp.7). Progress in Materials Science, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & ; Chmielus, M. (2021). Binder jet 3D printing-process parameters, materials, properties, modeling, and challenges (pp.9). Progress in Materials Science, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- Qu'est-ce que l'impression par jet de liant ? ExOne. (s.d.). Consulté le 19 décembre 2022 sur le site https://www.exone.com/en-US/Resources/case-studies/what-is-binder-jetting
 Chin Trento
Chin Trento



